
Jun 15, 2026
Events
A multi-valve, or multi-valve unit, is an integrated system that combines multiple vacuum valves into a single compact unit. This design allows for the simultaneous control of various vacuum operations within a system, streamlining processes, reducing space requirements, and improving overall efficiency in vacuum applications.
A multi-valve unit is preferable when a vacuum system requires multiple valve operations to be managed simultaneously or in quick succession. These units are ideal in applications where space is limited, and complex processes need to be streamlined. By integrating several valves into one unit, multi-valve systems minimize installation time, reduce the number of connection points (which lowers the risk of leaks), and offer centralized control, making them more efficient than using several individual valves.
Vacuum multi-valve units come in various types, each designed to meet specific operational needs and improve system efficiency:
These multi-valve units are commonly used in high-demand applications where space-saving, efficient vacuum management is crucial.
When selecting a vacuum multi-valve unit, key considerations include:
The main differences between multi-valve units and individual vacuum valves include:
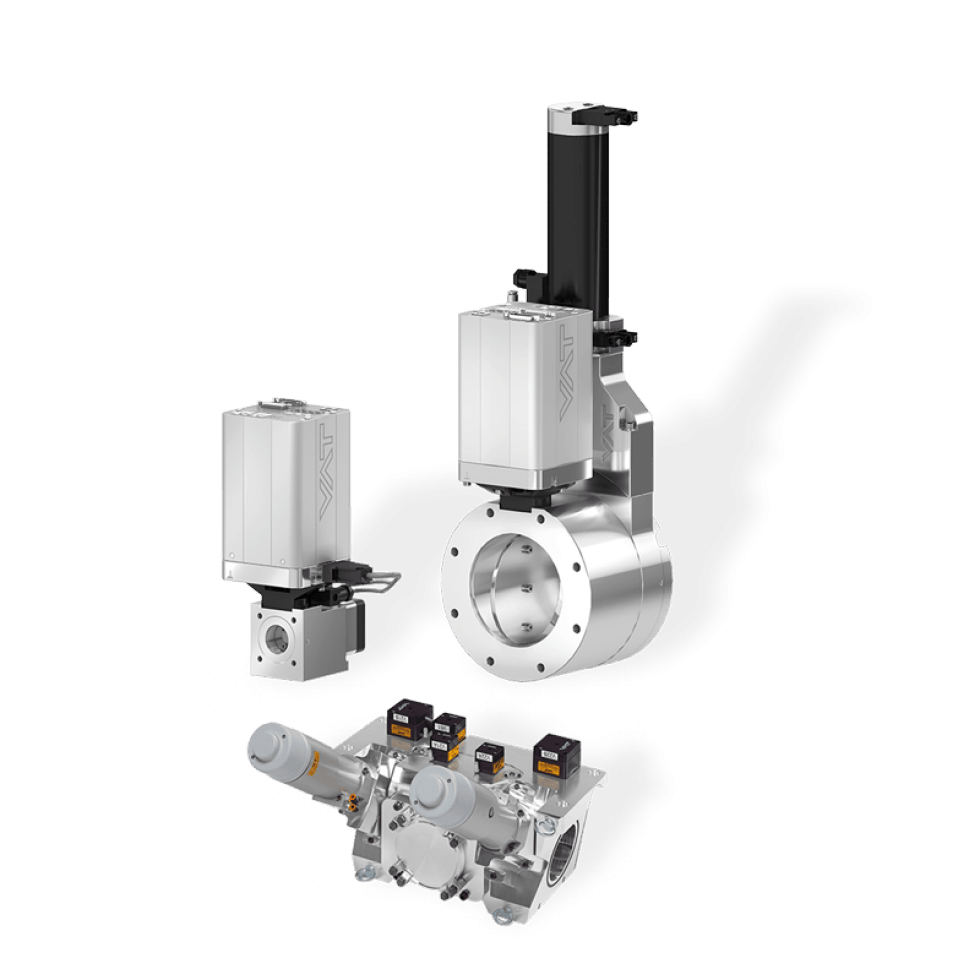
VAT vacuum multi-valve units are renowned for their precision, compact design, and reliability. These units integrate several high-performance valves into one system, reducing space requirements and improving the efficiency of vacuum operations. VAT multi-valve units are engineered to handle a wide range of vacuum applications, from high-vacuum to ultra-high vacuum, ensuring robust performance, minimal leakage, and easy integration into complex vacuum systems. Their durability and high-quality construction make them a preferred choice for demanding industrial and scientific applications.




